
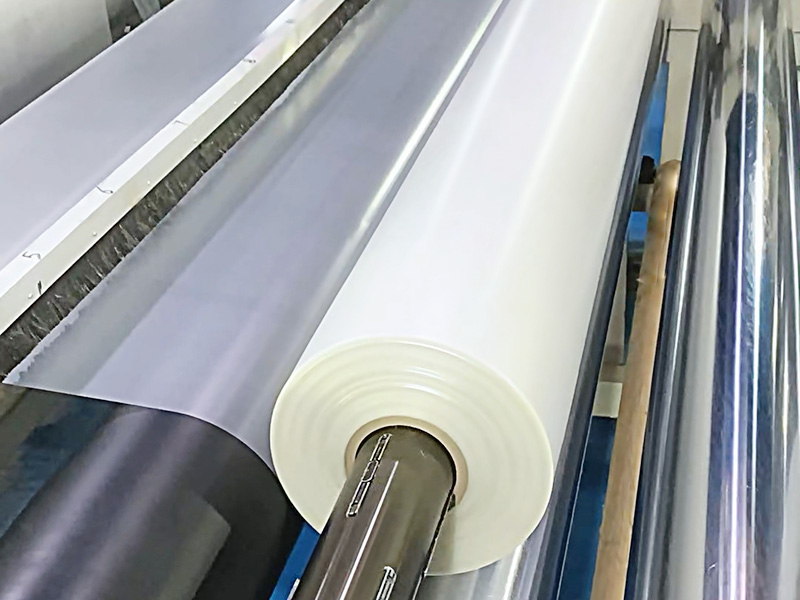
多层共挤TPU压延膜采用聚酯型或聚醚型TPU颗粒,根据应用需求调整配方。聚酯型耐热、耐化学腐蚀性更优,适合工业场景;聚醚型耐低温、耐水解性更强,适用于户外或潮湿环境。
脉冲焊接通过周期性变化的电流或激光能量,在TPU薄膜接触面形成间歇性热输入,其核心原理如下:激光脉冲焊接:采用间歇性高能量激光束,每个脉冲在焊件上形成独立焊点,通过调节脉冲能量、宽度和频率控制热输入。
.jpg)
激光焊接TPU薄膜的核心是激光透射焊接技术,利用上下层材料对激光的差异化吸收特性实现非接触式加热。对于激光焊接,最常见的传输过程,上层薄膜必须是透明的,以便传输激光波长,而下层薄膜必须能够吸收激光波。

高频焊接利用高频电磁场(通常27.12 MHz)激发TPU分子中的极性基团(如酯基、醚键),使其快速旋转摩擦生热。热量集中在薄膜接触面,使材料局部熔化,断电后冷却固化形成分子级焊缝。

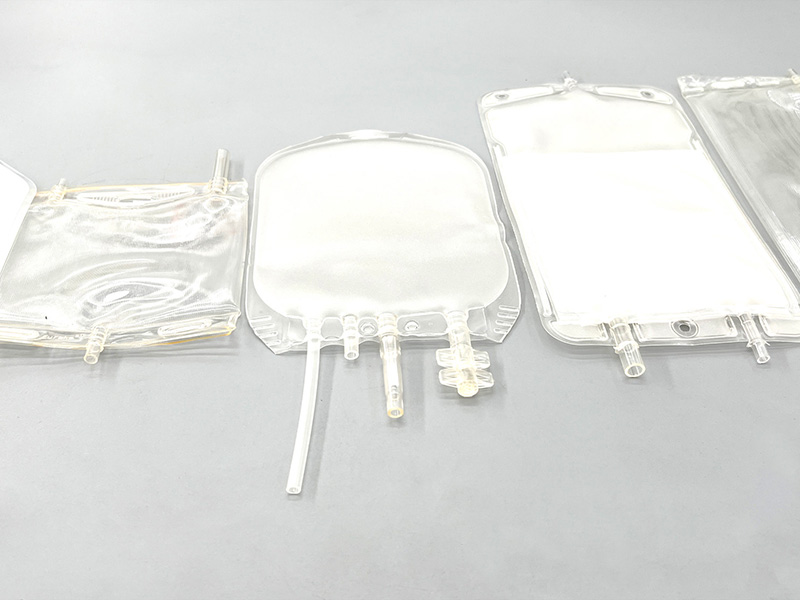
TPU(热塑性聚氨酯)薄膜的热封焊接基于其热塑性特性,通过热压板加热使薄膜接触面熔化,分子链在压力下相互扩散,冷却后形成牢固的分子键合。该过程无需胶粘剂,依赖材料自身熔融与再凝固实现密封。

超声波焊接通过高频机械振动(15-40kHz)在材料接触面产生摩擦热,使局部区域熔化并形成分子键合。其核心流程包括:

通过高频电场激发材料内部分子极化摩擦生热,实现从内到外的均匀熔接。相比传统热封依赖外部高温传导,高频焊接能精准控制温度,避免局部过热导致材料碳化或降解,尤其适用于对温度敏感的中药液、生物制剂等药液的包装,确保药效稳定性。
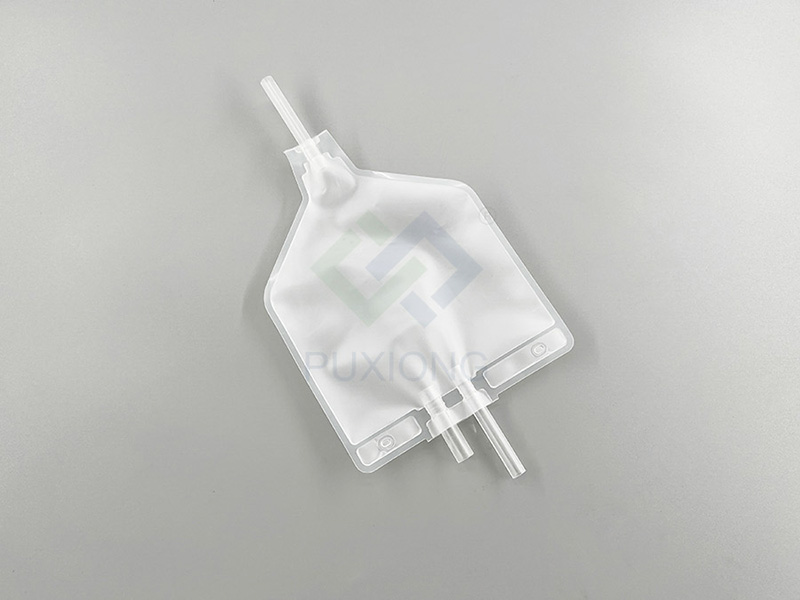
传统热封依赖外部热源传导,易导致材料局部过热,破坏药袋内中药的热敏成分(如挥发油、生物活性物质)。高频焊接通过高频电场激发材料内部分子极化摩擦生热,实现从内到外的均匀受热,温升可精准控制在安全阈值内。
© 2012‐2022 浦雄实业, Inc. All rights reserved. 沪ICP备14014213号